
let’s talk about thread percentage
Last week, I spent the day breaking #8-32 taps in a 17-4 PH stainless, removing them, and thinking about thread percentage. What wound up working reliably was using a #27 drill which gives a 59% thread. I realized that I didn't know how to calculate it, so I pulled out the Machinery's Handbook and started looking at the formulas. I didn't immediately understand where they were getting the constants they were using in the formulas from, so there I went down the rabbit hole.
Most of the screw threads that we deal with on a daily basis in the United States have a 60° wall angle and conform to either the Unified Standard or the ISO Metric Standard. There are many other standards for threads with different shapes for different applications, so we’ll generalize for any symmetrical straight thread when we derive the formula for thread percentage then return to the common 60° thread. In practice, nothing is perfectly sharp, and sharper edges are more fragile, so thread standards define how the thread profile is truncated at the root and the crest.
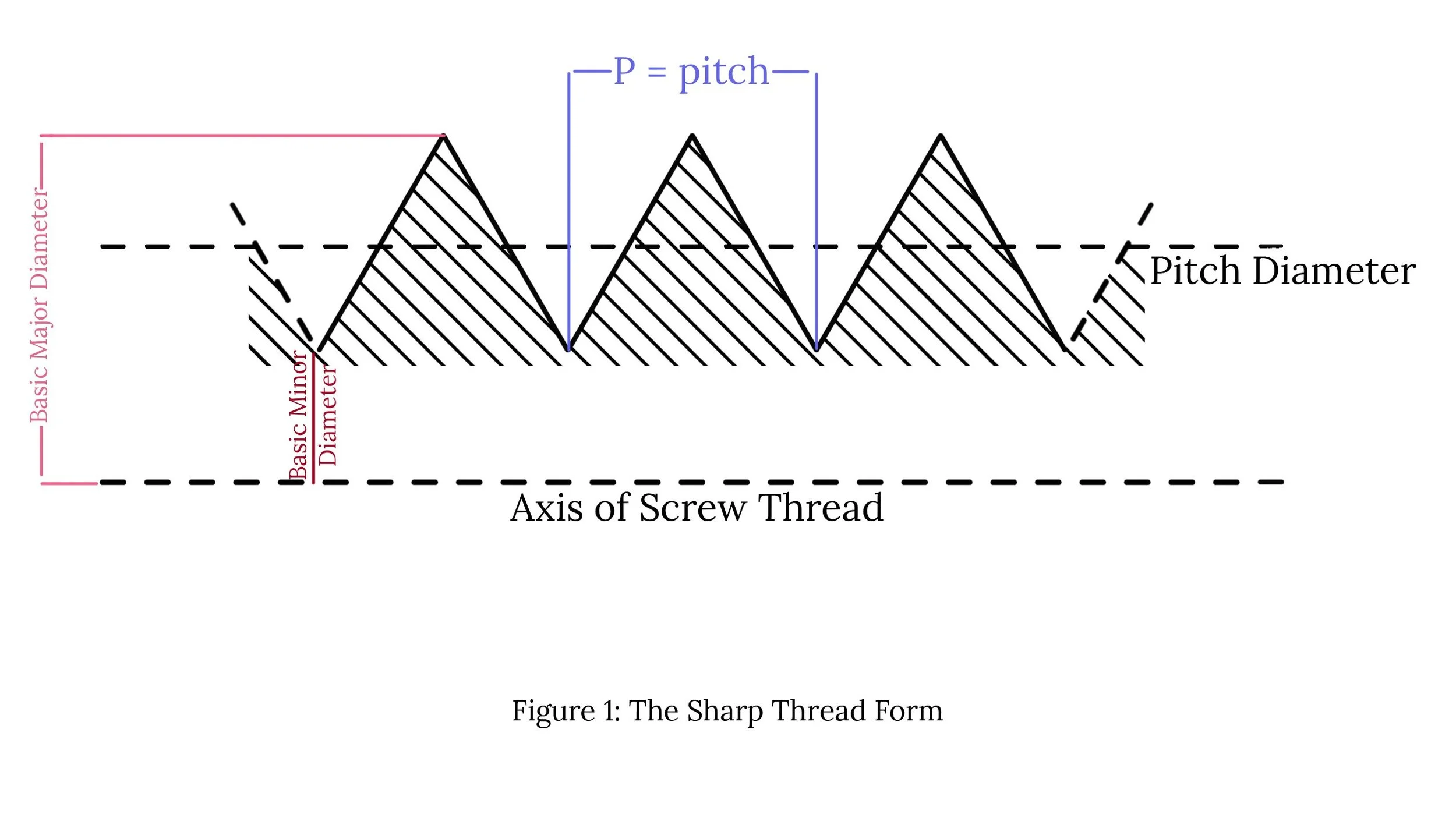
It makes the most sense to me to first look at the theoretical sharp thread created by a 60° wall angle then move on to the UN and ISO metric thread forms. This thread form has a cross section that is an equilateral triangle. That looks something like this.
I don't know how many times I looked at drawings of threads without noticing that root and crest width are different on UN and ISO metric threads so that internal and external are more mirror images of each other rather than symmetric. I guess I thought that they were shaped like these USS standard threads from the 1924 6th Edition of the Machinery's Handbook.
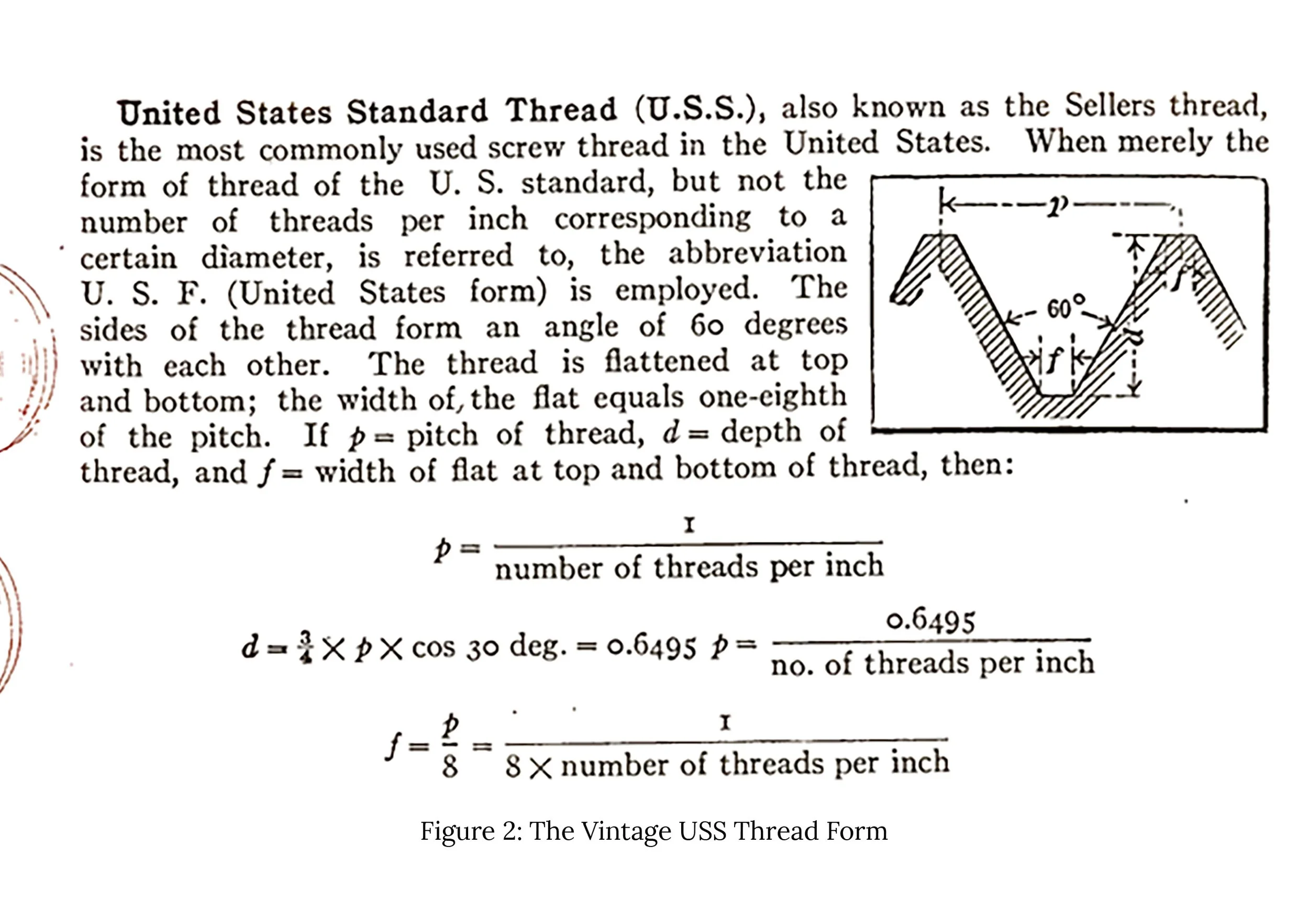
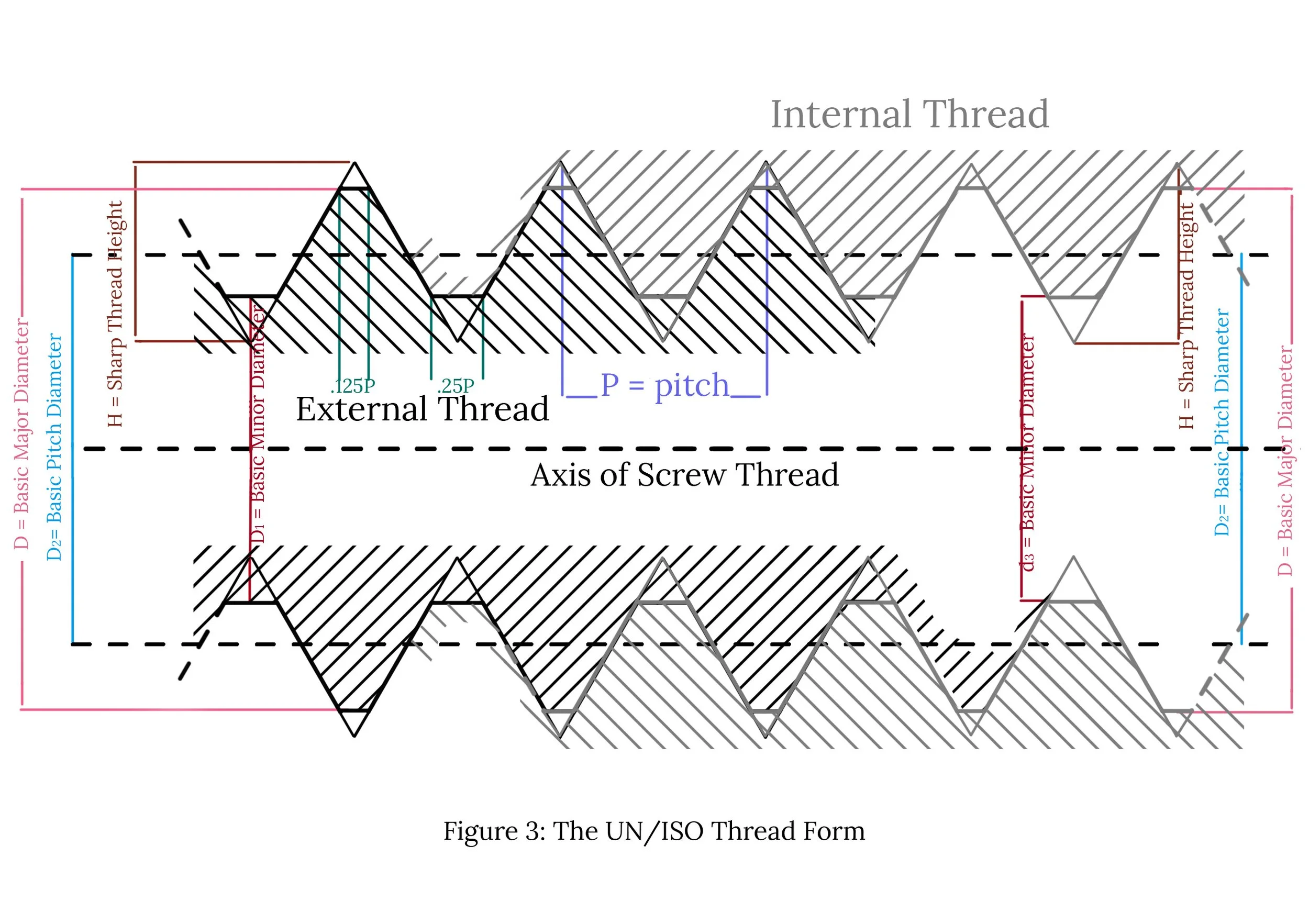
If we look at the old USS standard thread, we see a root and crest that have the same land size where they are truncated. Now look at the root and crest of the UN standard thread that follows. We see that the internal thread has a land width of .125 times the pitch at the crest and .25 times the pitch at the root. The external thread has the mirror of those features with a land width of .25 times the pitch at the crest and .125 times the pitch at the root.
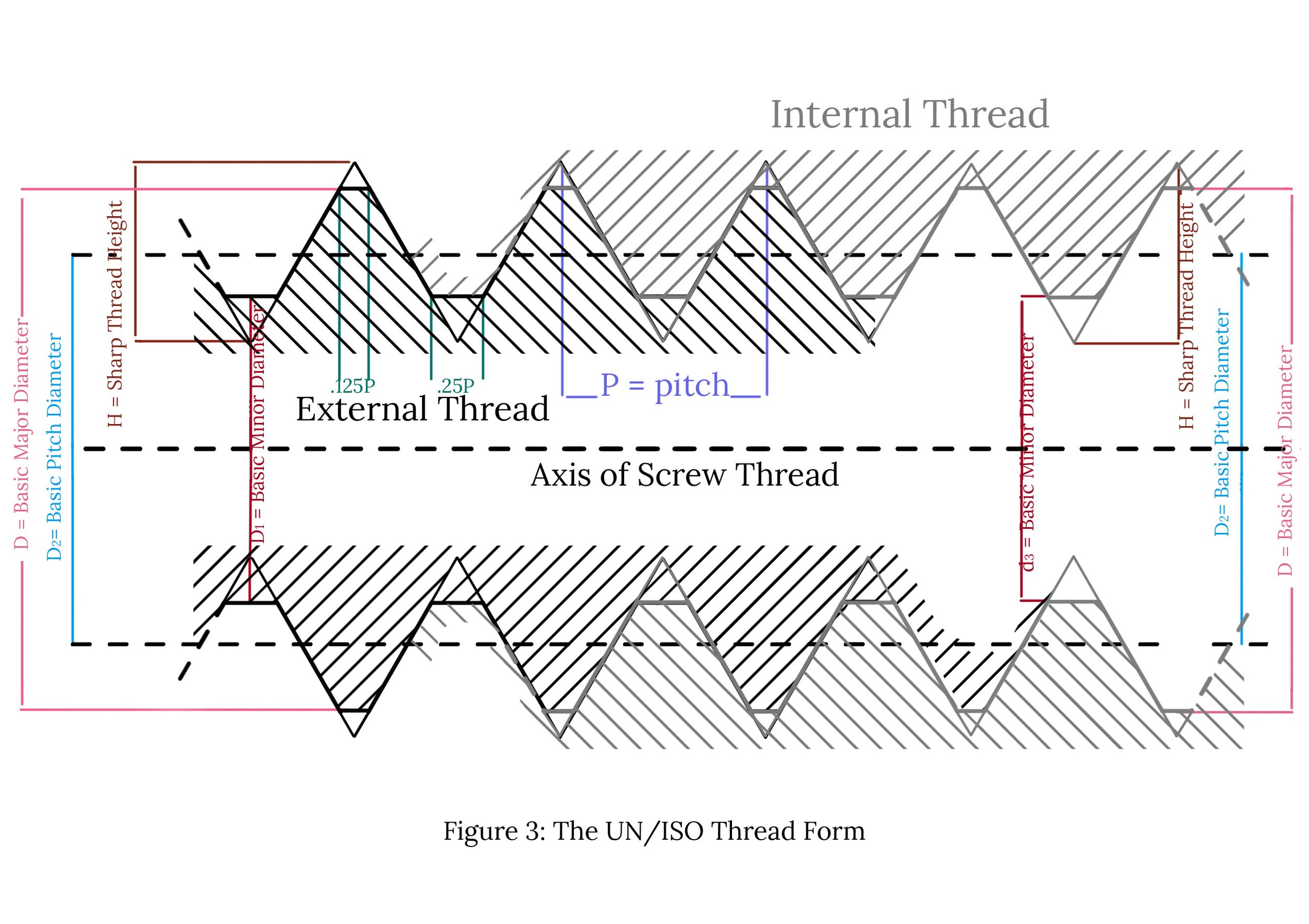
In the preceding image showing a UN thread, the minor diameters of the external and internal threads are the same resulting in full contact along all surfaces. This is what we call a 100% thread. In practice threads need some clearance for the internal to move against the external and room for a cutting tool to make them. This is where we get to why the concept of thread percentage exists.
It seems obvious to state that more depth wise engagement of the internal thread with the external equates to more holding power. It also increases friction between internal and external threads, likelihood of galling seizing the threads, and the force that a tap has to withstand. These are properties that we want to balance per the material or application, so we need some way to quantify thread fit. When cutting threads in a hole with a given tap, an obvious way to adjust thread fit is by drilling a different size hole.
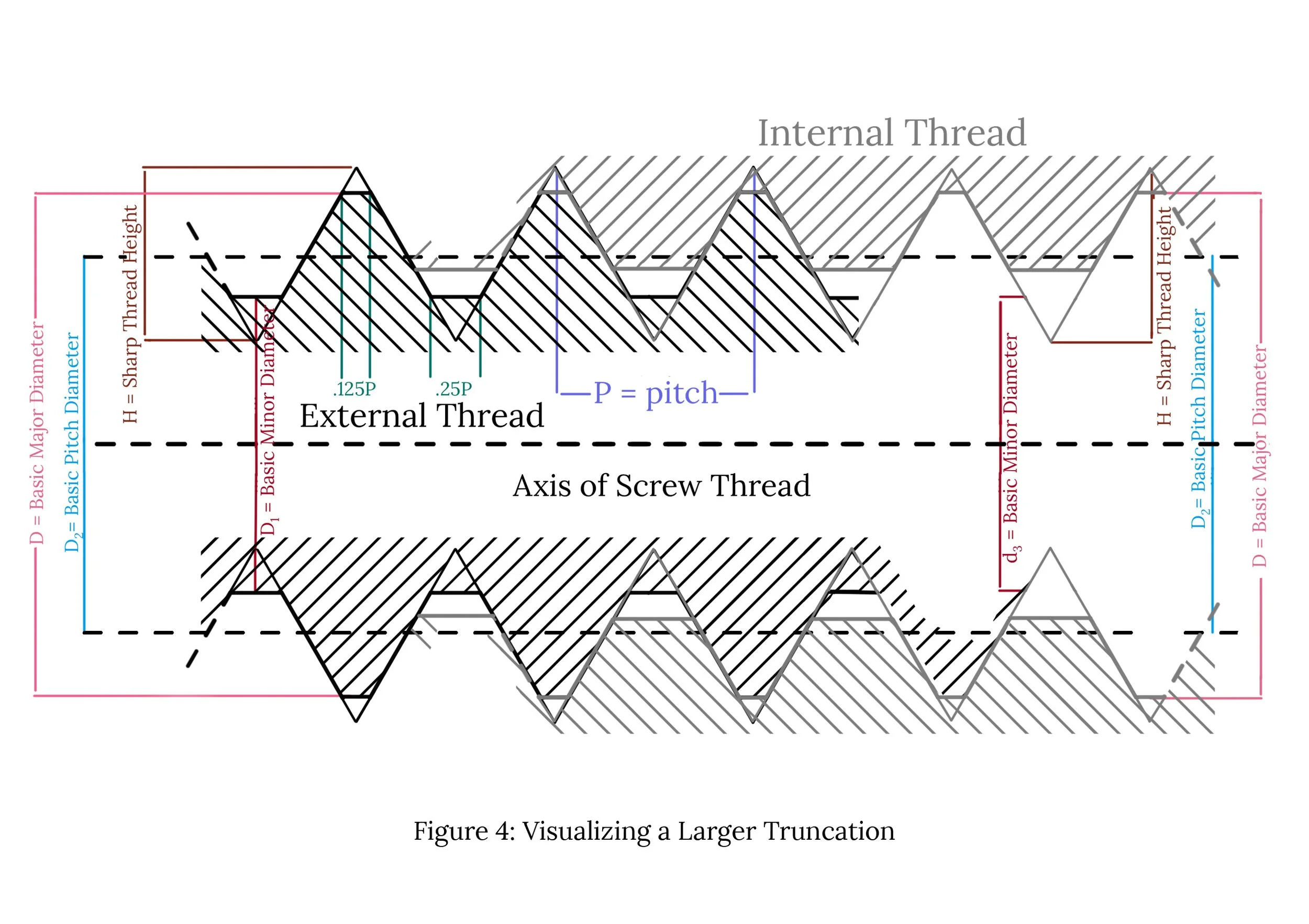
From Figure 4, we see that increasing hole size increases the truncation at the crest of the internal thread but holds everything else constant. The height of the cross section of the external thread is now less than the height of the cross section of the 100% thread. Thread percentage is the ratio of this new height to the height of the 100% thread expressed as a percentage. Now, will examine the geometry of changing tap drill size and use this to derive the formula for thread percentage.
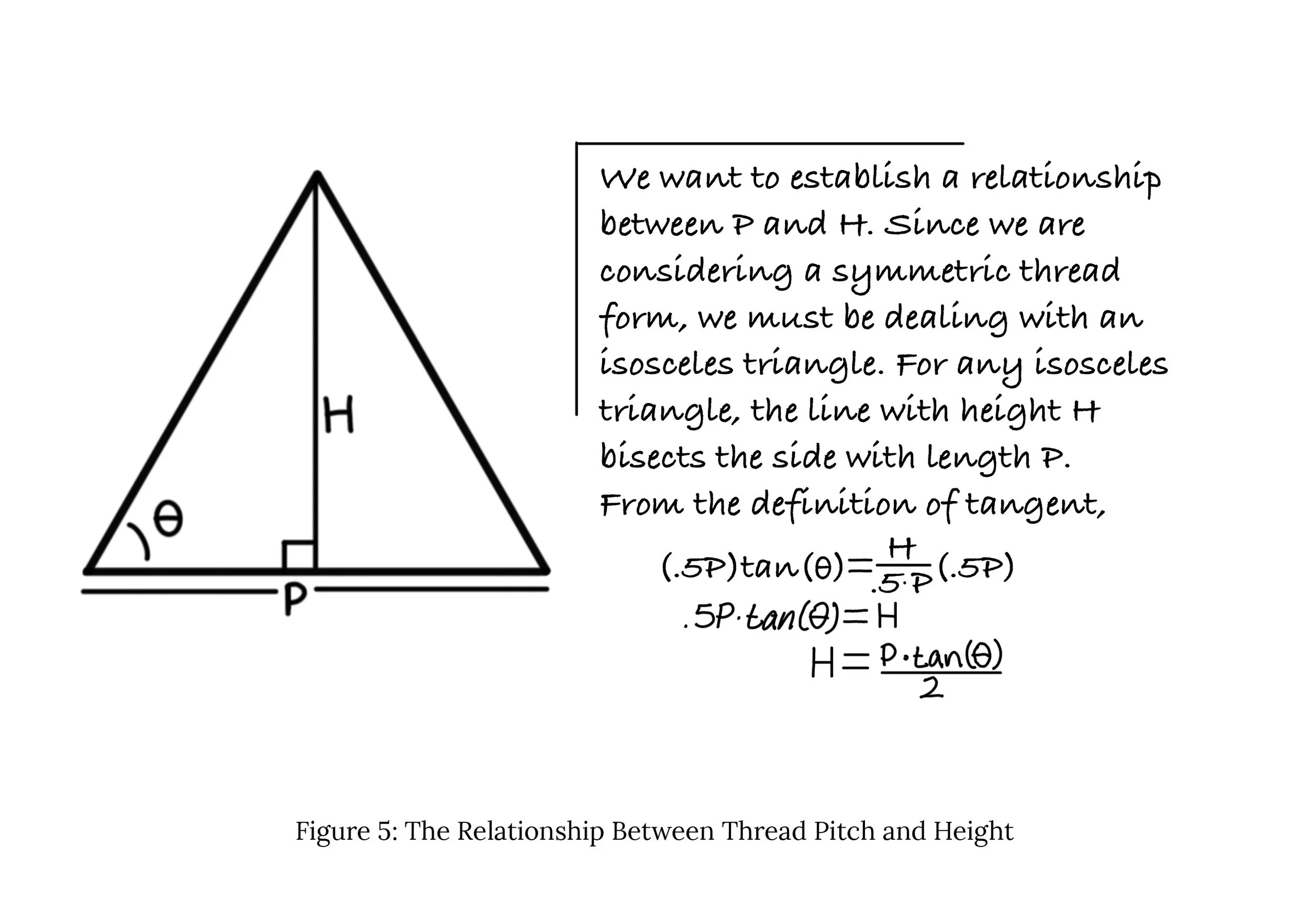
Let’s go back to the sharp thread and use it to establish a relationship between the thread pitch and the height of the thread. Sine and cosine work well for 60° threads because the wall length of the theoretical perfectly sharp thread is equal to the pitch. We will instead use tangent because it gives us a direct relationship between the pitch and the height.
Next, we look at what happens to the height when we truncate the crest. The triangle that is removed from the crest of the thread is similar to the triangle that defines the entire sharp thread profile. Because of this, we know that the ratio of the base width to the height of the truncation triangle is equal to the ratio of the base width to the height of the sharp thread profile triangle.
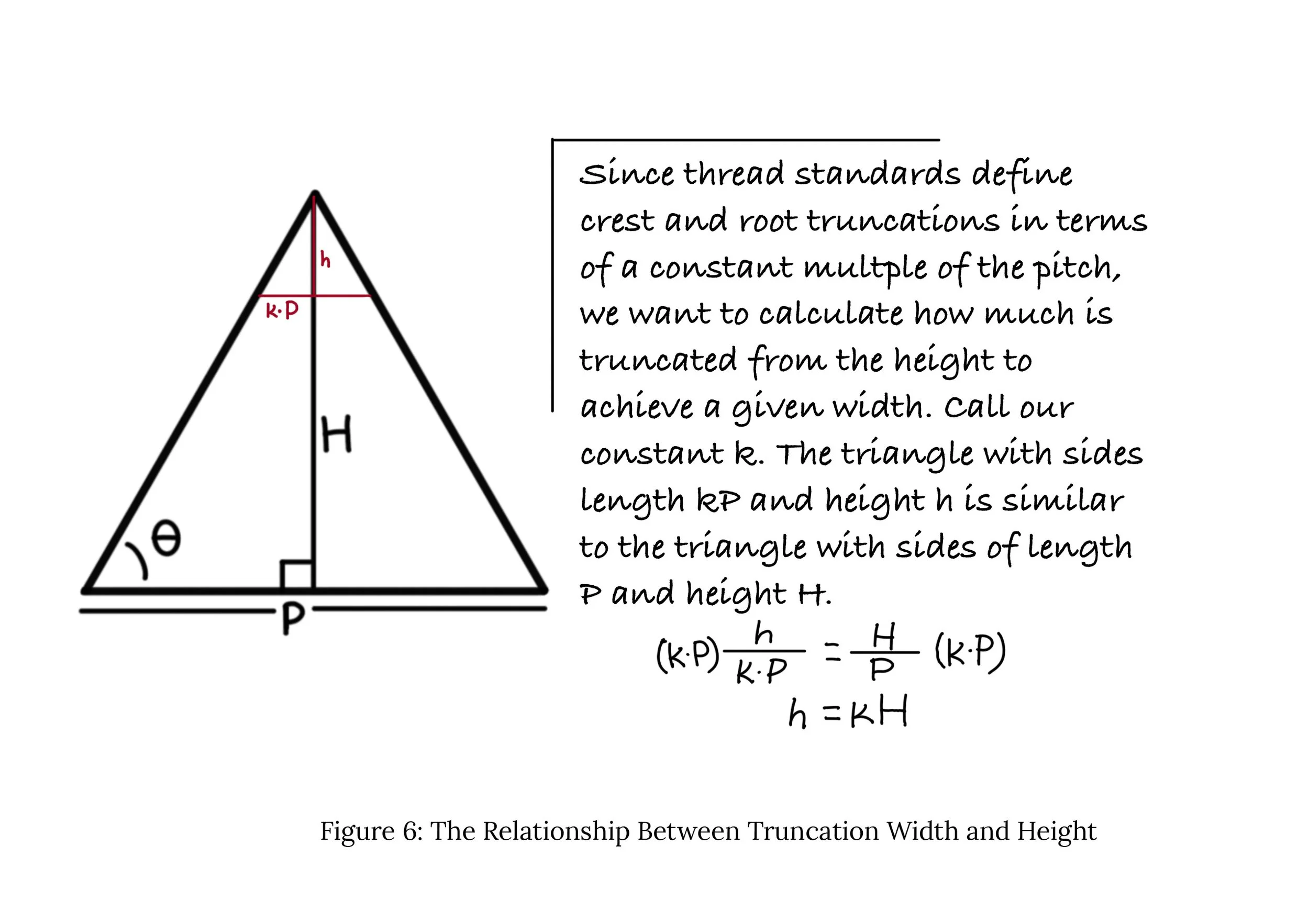
We can use this relationship to construct an equation for the fraction of the sharp thread’s height remains when we construct the 100% thread from the standard. The 100% thread from the standard has some defined truncation at the root and at the crest. These are defined as constant multiples of the pitch.
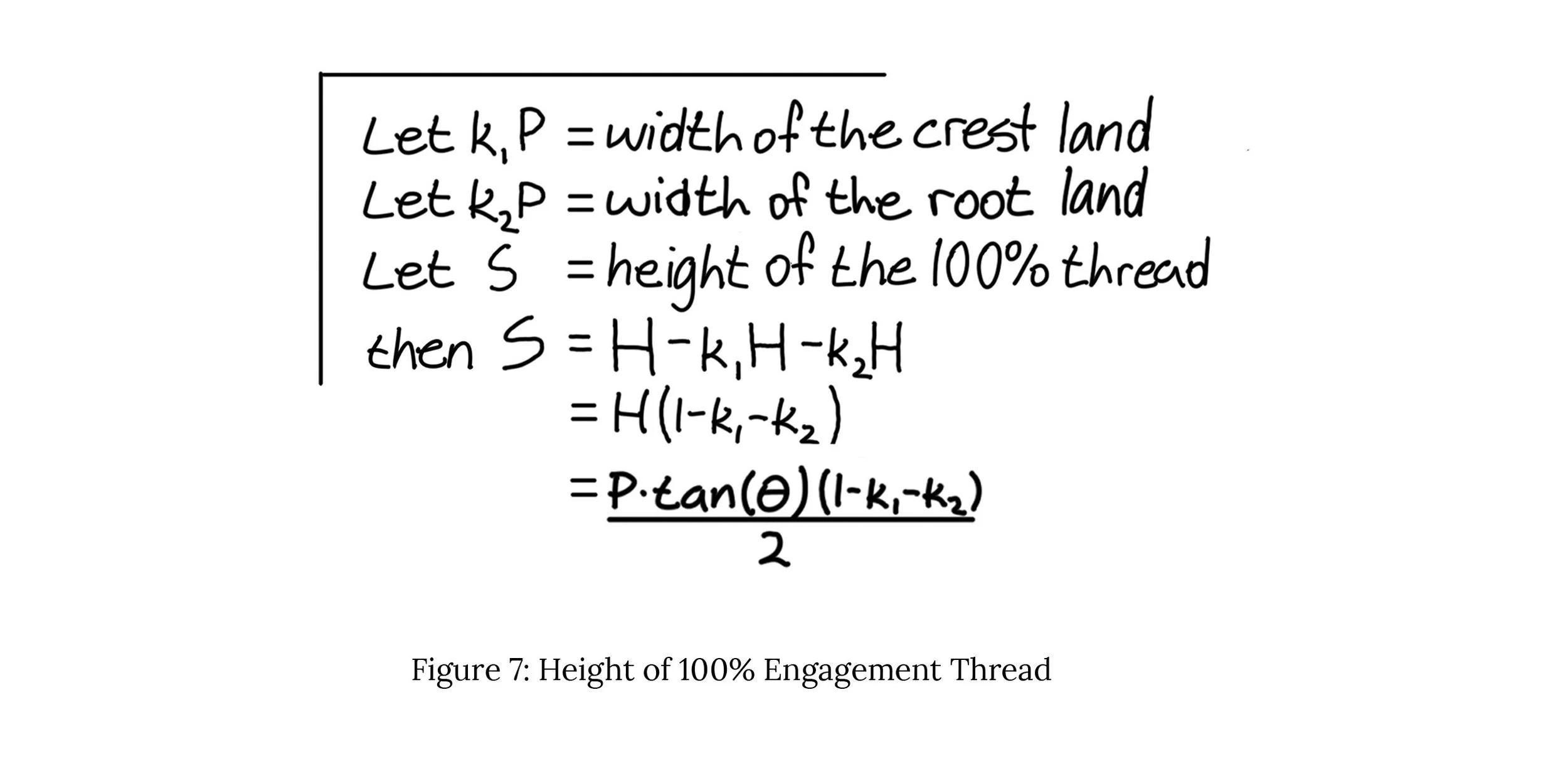
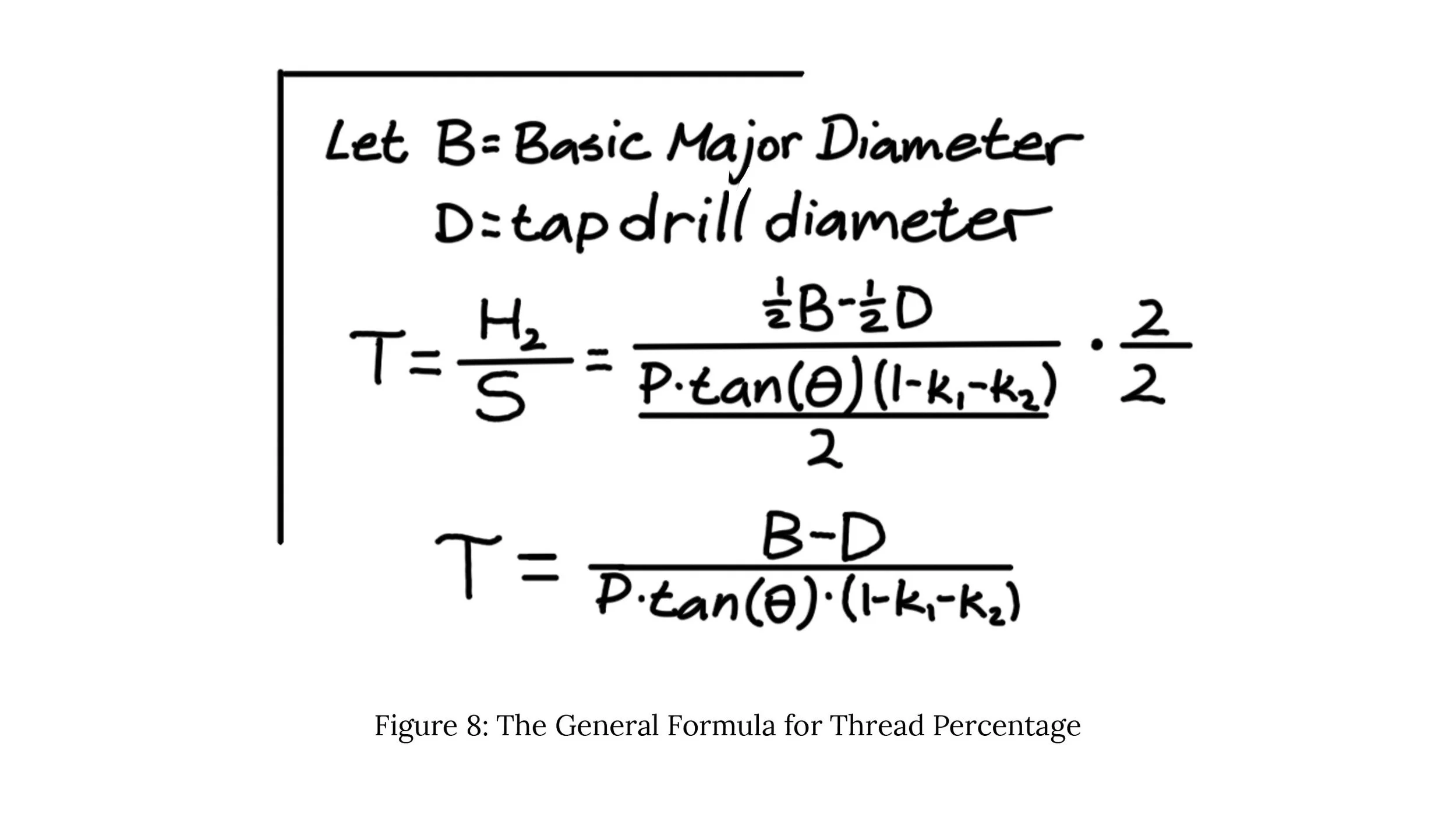
As previously stated, the thread percentage is the ratio of the height of the thread created by our combination of drill and tap to the height of the 100% thread. Thread charts, however, aren’t based on the height of the 100% thread. They are laid out based on Basic Major Diameter, so let’s put everything in terms of that. Machinery’s handbook defines the basic size as the size from which the limits of size are derived by the application of allowances and tolerances. It defines major diameter for a straight thread the major diameter of the diameter of the imaginary cylinder that would bound the crests of an external thread or the roots of an internal thread. That means that the height of the thread created by our combination of drill and tap is ½ of the Basic Major Diameter – ½ of the Drill Size. We now have all the information necessary to create a formula for any symmetrical straight thread.
Finally, let’s look at the 60° UN/ISO Metric case. We have some values from the standard to plug in. For the external thread, the width of the root land is .125 times the pitch, and the width of the crest land is .25 times the pitch. Plugging in all the known values for the values in our formula for thread percentage gives the following.
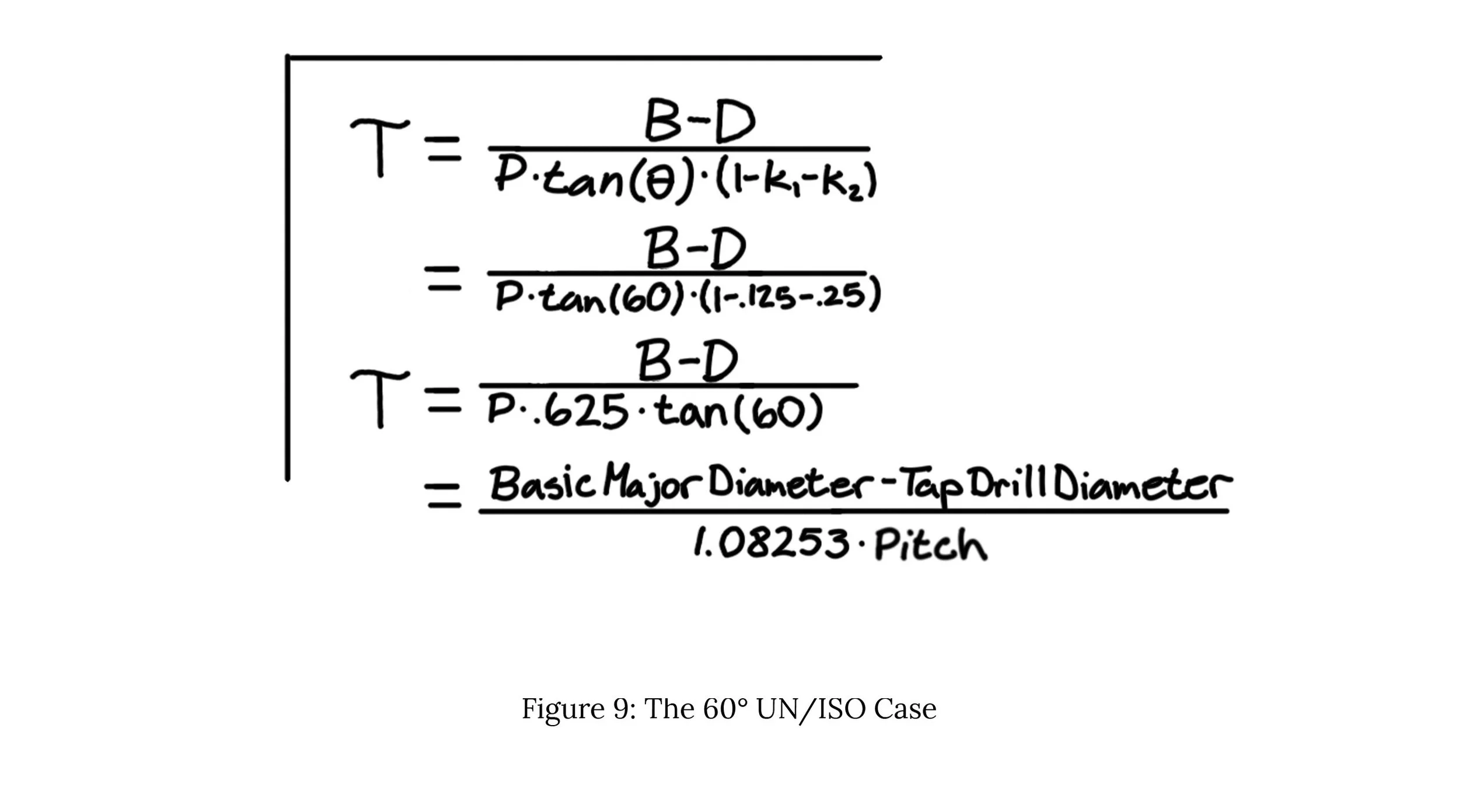
So, there we go. That’s where the number 1.08253 comes from, and we know how to calculate thread percentage for other threads like Acme, because, surprise, that truncated isosceles triangle is actually a trapezoid. Thanks for coming to my thread talk.